[Case Study] Engineering Evaluation: Redesigning Complex Volutes and Pump Housings with AlSi10Mg LPBF
Case Study | Engineering Evaluation: Redesigning Complex Volutes and Pump Housings with AlSi10Mg LPBF
In fluid machinery design, optimal internal channels typically feature complex 3D helical surfaces and variable wall thicknesses. However, conventional sand casting and machining often force design compromises. Constrained by draft angles, sand core strength, or tool clearance, these ideal geometries cannot be fully realized, leading to localized turbulence and energy loss within the housing. Furthermore, conventional tooling involves high trial-and-error costs, and long iteration cycles significantly delay the physical validation of fluid simulations.
By adopting the Laser Powder Bed Fusion (LPBF) process, R&D teams can shift their focus from accommodating manufacturing constraints to maximizing fluid efficiency.

Figure 1. Conventional volute produced via casting and CNC machining. The internal geometry is structurally compromised by draft angle requirements and tool clearance limits, necessitating multi-piece assembly and sealing interfaces.
Fluid Design Free from Machining Constraints
LPBF alters the structural design boundaries for fluid components:
-
CFD-Driven Design: Unrestricted by sand cores or tool paths, internal flow channels can accurately replicate Computational Fluid Dynamics (CFD) simulations. Seamless surface transitions reduce boundary layer flow separation and lower cavitation risks, directly improving the hydraulic efficiency of the pump.
-
Monolithic Consolidation & Mass Reduction: Traditional double-volute structures typically require multi-part machining followed by flange and seal assembly. LPBF allows the housing, internal supports, and fluid distribution networks to be built as a single monolithic component. This physically eliminates assembly seams and the risk of high-pressure fluid leaks. Additionally, topology optimization enables non-uniform wall thickness distribution based on pressure loads, significantly reducing housing weight while maintaining structural rigidity.

Figure 2. Monolithic volute manufactured via Green-Laser LPBF. This additive approach physically eliminates assembly joints and enables the unconstrained fabrication of complex 3D internal channels directly driven by CFD parameters.
Material Validation: Density and Surface Roughness
Topology optimization must be supported by reliable physical properties. Engineering data confirms that with optimized LPBF parameters, AlSi10Mg components consistently achieve 99.9% relative density. This metric satisfies the macroscopic strength and hermeticity requirements for pump housings under pressurized conditions.
Regarding internal surface quality, the channel roughness is approximately Ra 8 μm. In standard fluid transport, this surface state provides acceptable stability against corrosion and pitting. However, specific applications with strict fluid resistance limits will still require post-processing, such as abrasive flow machining (AFM).
Engineering Realities: Flow Path Accuracy and Precision Machining
Manufacturing complex fluid housings involves technical challenges that go beyond the printing process itself.
Flow Path Fidelity: The hydraulic efficiency of a volute depends directly on the geometric precision of its spiral flow path. Thermal deformation during printing or powder buildup can cause channel deviations, potentially triggering localized turbulence or cavitation. This requires a rigorous Design for Additive Manufacturing (DfAM) strategy from the outset—ensuring that the internal structure remains stable during the build process to accurately replicate the CFD simulation.
Wear Resistance and Interface Accuracy: As-built AlSi10Mg may not be sufficient for components subject to severe abrasive wear or long-term, high-frequency friction at dynamic sealing surfaces. Machining allowances must be precisely allocated during the 3D design stage. Post-printing, CNC precision machining is mandatory for critical mating interfaces such as flanges and bearing seats, with surface hardening or wear-resistant coatings applied where necessary.
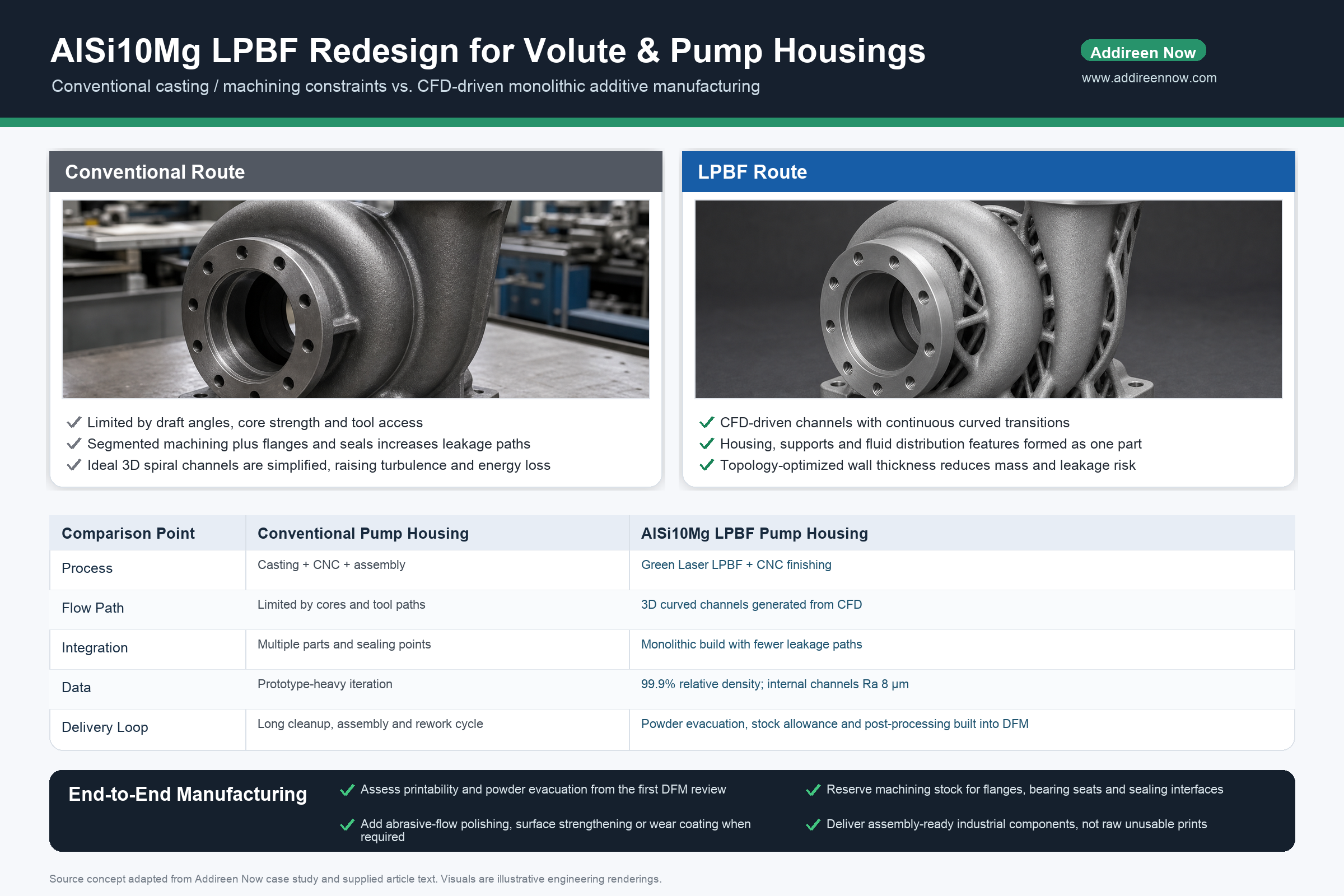
Figure 3. Engineering performance comparison: Conventional Manufacturing vs. Green-Laser LPBF. The evaluation highlights critical data differences in lead time compression, structural mass reduction, and the mitigation of high-pressure leakage risks.
Manufacturing Delivery Loop
AlSi10Mg green-laser 3D printing pushes the design limits for complex volutes and pump housings, compressing prototype development cycles to within a few weeks. However, transforming theoretical CFD simulation data into functional, assembly-ready physical parts requires more than just the printing process itself.
To further evaluate the AlSi10Mg material properties and process standards for your specific project, you can review our technical specifications here.
Additionally, for broader use cases beyond pump housings—including our work on high-pressure manifolds and hydraulic control systems—please explore our fluid dynamics and hydraulics applications.
We provide an end-to-end manufacturing workflow, spanning early-stage flow path printability assessments and customized powder evacuation strategies, to final CNC precision finishing. If your team is evaluating lightweighting projects for fluid networks or pump components, you are welcome to submit CAD models for an objective manufacturing feasibility assessment and technical support.
If your team is developing next-generation lightweight thermal management systems, please contact us for a technical review to receive a tailored process evaluation and selection strategy.
Metal 3D Printing Platform: www.addireennow.com